
Mikä on Hot Melt Film ja miten se toimii?
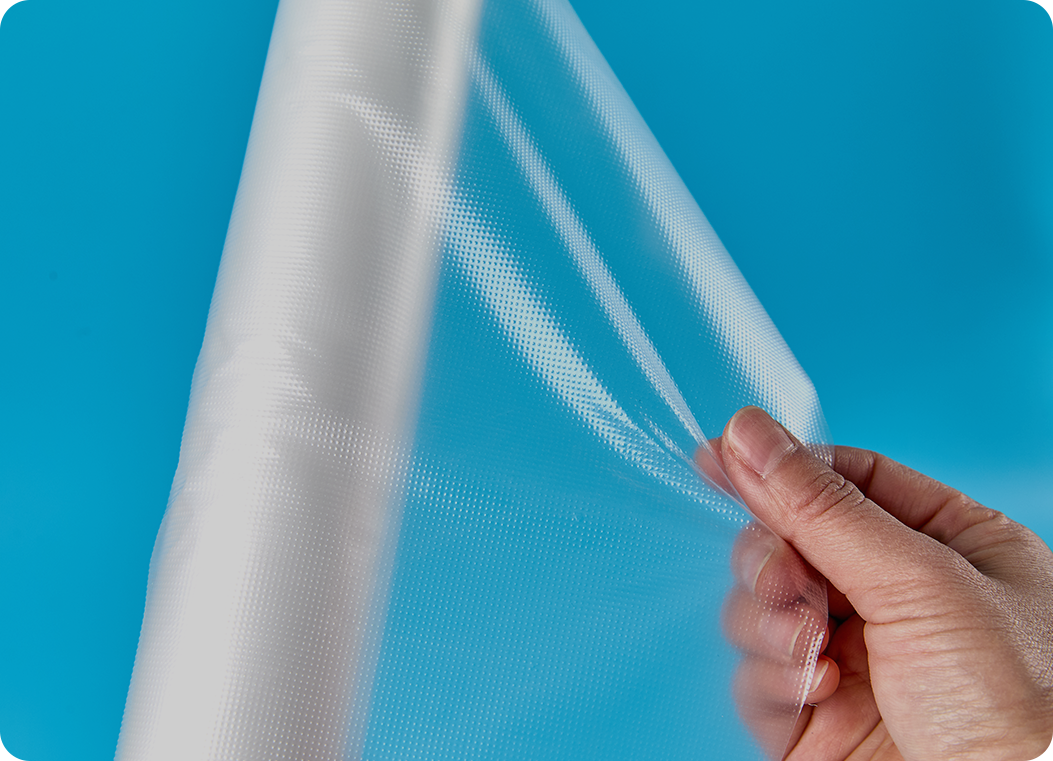
Kuumasulatekalvo on termoplastinen liimamateriaali, joka on valmistettu ohueksi, tasaiseksi kerrokseksi, joka sitoo kaksi alustaa, kun lämpöä ja painetta kohdistetaan. Toisin kuin nestemäiset liimat, se toimitetaan kiinteässä muodossa – tyypillisesti rullana tai levynä – mikä tekee siitä puhtaan käsiteltävän, helpon varastoitavan ja erittäin tasaisen levityspaksuuden. Kun kalvo kuumennetaan aktivoitumislämpötilansa yläpuolelle, kalvo sulaa, virtaa kosketuksiin joutuvien materiaalien pintaan ja muodostaa kestävän sidoksen jäähtyessään.
Ytimen kemia vaihtelee käyttötarkoituksen mukaan. Yleisiä peruspolymeerejä ovat:
- Polyuretaani (PU) - tarjoaa erinomaisen joustavuuden, kosteudenkestävyyden ja pesun, jota käytetään laajalti tekstiileissä ja jalkineissa
- Polyeteeni (PE) — kustannustehokas vaihtoehto pakkaamiseen ja kevyisiin liimaussovelluksiin
- Eteenivinyyliasetaatti (EVA) — hyvä tarttuvuus ja alhainen aktivointilämpötila, sopii vaahtomuovin ja kankaiden liimaamiseen
- Kopolyamidi (CoPA) ja kopolyesteri (CoPES) — korkean suorituskyvyn vaihtoehtoja vaativiin teollisuusympäristöihin, jotka vaativat lämmönkestävyyttä tai kemiallista stabiilisuutta
Aktivointilämpötilat vaihtelevat tyypillisesti 80 °C - 180 °C , koostumuksesta riippuen, ja sidospainetta käytetään yleensä tela- tai puristusjärjestelmien kautta. Liuottimien puuttuminen on keskeinen etu – kuumasulatekalvo ei tuota VOC-päästöjä käsittelyn aikana, mikä tukee puhtaampia tuotantoympäristöjä ja yksinkertaistaa ympäristömääräysten noudattamista.

Kuumasulalinointi: prosessi, laitteet ja tärkeimmät parametrit
Kuumasullaminointi on prosessi, jossa käytetään kuumasulatekalvoa kahden tai useamman materiaalikerroksen liittämiseen yhdeksi komposiittirakenteeksi. Se on laajalti käytössä teollisuudessa, mukaan lukien vaatteet, autojen sisustus, lääketieteelliset tekstiilit, suodatus ja tekniset kuitukankaat. Laminoidussa tuotteessa yhdistyvät tyypillisesti kunkin alustakerroksen ominaisuudet – esimerkiksi kankaan hengittävyys kalvon vedenpitävyyteen tai vaahdon pehmeys kudotun alustan rakenteelliseen tukeen.
Laminointiprosessi koostuu kolmesta päävaiheesta:
- Filmin syöttö ja purkaminen — kuumasulatekalvo kelataan irti rullalta ja laitetaan liimattavien alustojen väliin
- Lämmitys ja aktivointi - kalvo kulkee lämmitetyn alueen läpi (kalanteritelat, tasopuristin tai infrapunalämmitin), joka nostaa sen lämpötilan sulamispisteen yläpuolelle
- Kiinnitys ja jäähdytys — nippitelat puristavat aktivoitua kalvoa kahden alustan väliin, ja kokoonpano jäähdytetään sidoksen muodostamiseksi
Kriittisiä prosessiparametreja ovat lämpötilan tasaisuus, linjan nopeus, nippipaine ja viipymäaika. Poikkeamat missä tahansa näistä tekijöistä voivat johtaa epätäydelliseen kiinnittymiseen, delaminaatioon tai alustan vaurioitumiseen. Nykyaikaisissa laminointilinjoissa on usein integroitu PLC-ohjausjärjestelmät pitämään kaikkien parametrien tiukat toleranssit reaaliajassa.
| Filmin tyyppi | Tyypillinen aktivointilämpötila | Yhteinen sovellus | Avainominaisuus |
|---|---|---|---|
| PU kuumasulatekalvo | 100-140°C | Urheiluvaatteet, jalkineet, lääketieteelliset tekstiilit | Joustavuus, pestävyys, hengittävyys |
| EVA kuumasulatekalvo | 80-120°C | Vaahtomuovilaminointi, pakkaus | Matala aktivointilämpötila, hyvä tarttuvuus |
| CoPA Hot Melt Film | 130-170 °C | Autoteollisuus, teollisuuskomposiitit | Korkea lämmönkestävyys, kemiallinen stabiilisuus |
| CoPES Hot Melt Film | 120-160°C | Tekniset kuitukankaat, suodatus | Mittojen vakaus, kestävyys |
Hot Melt Film vs. muut laminointimenetelmät
Kuumasulaminointi kilpailee useiden muiden liimaustekniikoiden kanssa, joista jokaisella on omat kompromissit. Ymmärtäminen, missä sulatekalvo on erinomainen – ja missä ei – auttaa valmistajia tekemään tietoisia materiaali- ja prosessivalintoja.
vs. Flame laminointi
Liekkilaminointi sulattaa suoraan polyuretaanivaahdon pinnan muodostaen sidoksen, mikä eliminoi liimakerroksen tarpeen. Se on nopea ja edullinen, mutta tuottaa avotulen palamista, tuottaa haihtuvia yhdisteitä ja tarjoaa rajoitetun hallinnan sidoksen laatuun. Kuumasulaminointi eliminoi palamisen kokonaan , joten se sopii herkille alustoille, kuten kalvoille, elastisille kankaille ja herkille kuitukankaille, joita suora liekki vahingoittaa.
vs. liuotinpohjainen liimalaminointi
Liuotinliimat tarjoavat vahvan alkutartunta ja hyvän peittävyyden, mutta vaativat kuivaustunneleita, liuottimen talteenottojärjestelmiä ja tiukkaa ilmanvaihtoa. Ne asettavat myös haasteita elinkaaren lopun kierrätettävyydelle. Kuumasulatekalvo ei vaadi kuivausta, ei liuottimen talteenottoa ja vähentää kokonaisenergiankulutusta 20-40 % vertailukelpoisissa tuotantoskenaarioissa alan vertailuarvojen mukaan.
vs. vesiohenteinen (vesipohjainen) liimalaminointi
Vesiohenteiset liimat ovat ympäristön kannalta parempia kuin liuottimet, mutta vaativat silti pidemmän kuivumis- ja kovettumisajan. Suurilla linjanopeuksilla ne voivat kamppailla saavuttaakseen tasaisen sidoslujuuden. Sen sijaan kuumasulatekalvo sitoutuu välittömästi jäähtyessään, mikä mahdollistaa nopeampi läpimeno ja sisäinen laaduntarkastus odottamatta hoitojaksoja.
Hot Melt laminoinnin teolliset sovellukset
Kuumasulatekalvon monipuolisuus tekee siitä perusmateriaalin useilla aloilla. Alla on tärkeimmät kysyntää ohjaavat toimialat:
- Vaatteet ja urheiluvaatteet — PU-sulatekalvoa käytetään laajalti vedenpitävien kalvojen (kuten PTFE tai TPU) laminoimiseen ulkokuoren kankaisiin, jolloin luodaan hengittäviä, säänkestäviä vaatteita. Se myös korvaa ommeltuja saumoja saumattomissa liimauksissa, mikä vähentää painoa ja parantaa vedenpitävyyttä.
- Jalkineet — Kenkien päälliset, pohjalliset ja vahvistusosat on liimattu kuumasulatekalvolla, mikä tarjoaa tarkan hallinnan liimauksen leveydelle ja erinomaisen kestävyyden toistuvaa taipumista ja pesua vastaan.
- Autojen sisätilat — Ovipaneelit, päälliset, istuinsuojukset ja tavaratilan vuoraukset on laminoitu CoPA- tai CoPES-kalvoilla, jotka kestävät ajoneuvojen sisätilojen korkeita lämpötiloja ja UV-altistumista 10 vuoden käyttöiän ajan.
- Lääketieteen ja hygienian tekstiilit — steriilit liinat, kirurgiset kylpytakit ja haavanhoitotuotteet perustuvat PU-sulatekalvoihin, jotka eivät sisällä liuottimia ja ovat turvallisia ihokosketukseen säilyttäen samalla suojakyvyn.
- Suodatus ja tekniset kuitukankaat — kuumasulalaminointi sitoo suodatinkalvot tukemaan kerroksia tukkimatta huokosia, ylläpitäen ilmavirtausta ja hiukkasten talteenottotehokkuutta.
- Pakkaus — Joustopakkausten valmistajat käyttävät PE- ja EVA-sulatekalvoja tuottamaan monikerroksisia laminaatteja, joissa yhdistetään sulkukalvot, kalvot ja painokerrokset.
Oikean kuumasulatekalvon valinta: keskeiset arviointikriteerit
Oikean kuumasulatekalvon valitseminen laminointisovellukseen edellyttää useiden tuoteparametrien sovittamista alustaan, loppukäyttövaatimuksiin ja tuotantoympäristöön. Tärkeimpiä kriteerejä ovat mm.
- Aktivointilämpötilan yhteensopivuus — kalvon on aktivoiduttava herkimmän alustan lämpötoleranssin alapuolella. Herkille kankaille tai termoplastisille kalvoille suositellaan matalaaktivoituvia EVA- tai pehmeitä PU-kalvoja.
- Kalvon paksuus (gsm / mikroni) — ohuemmat kalvot (15–30 gsm) säilyttävät tekstiilien käsituntuman ja hengittävyyden; paksummat kalvot (50–100 gsm) tarjoavat paremman rakenteellisen sidoslujuuden jäykille tai puolijäykille alustoille.
- Kuorituslujuus ja leikkauslujuus — määritelty N/cm tai N/25mm, näiden arvojen on ylitettävä mekaaniset rasitukset, joita liimattu komposiitti kokee käytössä, mukaan lukien veto-, kuoriutumis- ja leikkausvoimat.
- Pesun ja kuivapesun kestävyys — Vaatesovellukset vaativat yleensä ISO 6330- tai EN ISO 15797 -pesutestin; kalvon on säilytettävä liitoksen eheys 20–50 pesujakson ajan tietyissä lämpötiloissa.
- Aukioloaika — niin kauan kuin sula kalvo pysyy kiinnittyvänä kuumentamisen jälkeen. Pidemmät aukioloajat mahdollistavat tarkemman alustan kohdistuksen hitaammilla tuotantolinjoilla.
- Säännösten noudattaminen — Lääketieteelliset ja elintarvikkeiden kanssa kosketuksiin joutuvat sovellukset edellyttävät kalvoja, jotka täyttävät REACH-, RoHS- tai FDA-standardit; ostajien tulee pyytää käyttöturvallisuustiedote-asiakirjoja ja kolmannen osapuolen testiraportteja vakiokäytäntönä.
Useimmille teollisille ostajille näytekalvojen pyytäminen ja laminointikokeiden suorittaminen todellisilla tuotantolaitteilla on luotettavin tapa varmistaa materiaalin soveltuvuus ennen volyymitilauksiin sitoutumista. Hyvämaineiset toimittajat tarjoavat sovellustukea ja prosessiparametrisuosituksia osana teknistä palveluaan.






